
TR-SRS-6S Linear Integrated Cosmetic Filling and Capping Machine
The TR-SRS-6S is a high-efficiency, high-output fully automatic linear integrated cosmetic filling and capping machine. The entire unit is manufactured from SUS304 stainless steel, with parts in contact with materials made from SUS316L stainless steel.
The filling process is driven and controlled by servo motors, utilizing volumetric metering principles to achieve high-precision dosing. PLC control and touchscreen HMI operation ensure intuitive and efficient machine operation. Additionally, the filler incorporates a high-precision electronic scale with automatic weight data transmission, enabling automatic dose adjustment.
This fully automated equipment can simultaneously handle the filling production of skincare cosmetics such as toners, lotions, and creams.
Filling Head
Filling Volume
Application:
Widely used in various textures of daily chemical products: liquids, creams, and pastes.
Cosmetics and Personal Care Products: Including toners, lotions, face creams, moisturizers, body balms, body lotions, perfumes, bath oils, hand soaps, and shampoos.
Household and Industrial Products: Including dishwashing liquids, dish soaps, laundry detergents, cleaners, disinfectants, and bleaches.
Samples:

Features:
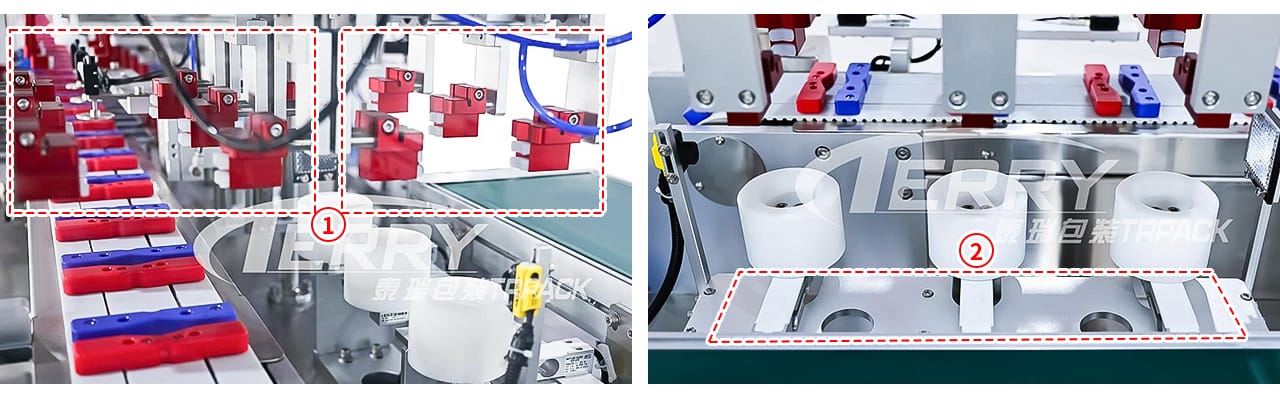
1. Adjustable Bottle Mold: It features a retractable bottle-insertion mold channel, quick and convenient adjustment of the spacing between the mold fixture guard plates, and each packaging material can be recorded on a scale for easy, rapid production changeover.
2. Servo Motor Controlled Filling: Utilizing 6-head servo filling (capable of performing 3+3 twice filling), the servo motor drives a synchronous belt along with a stable dual-screw rod lifting mechanism, ensuring high precision in the piston's movement stroke and achieving precise filling accuracy. The filling speed is adjustable, allowing for different speeds of filling for different materials, effectively solving the problem of bubble formation in the materials.
3. Quick Production Changeover: The entire machine is equipped with a production changeover cart. The material box has a rounded bottom, and cleaning of the materials leaves no residue. It also has an automatic feeding function that controls feeding based on liquid level detection (automatically starting and stopping). The design of the filling cart includes wheels at the bottom, making it convenient to move. Each set of carts contains 1 set of material boxes, 6 sets of piston cylinders, 6 sets of piston rods, 6 sets of three-way valves, 6 sets of filling pipes, and 6 sets of filling heads. This enables quick production changeover.
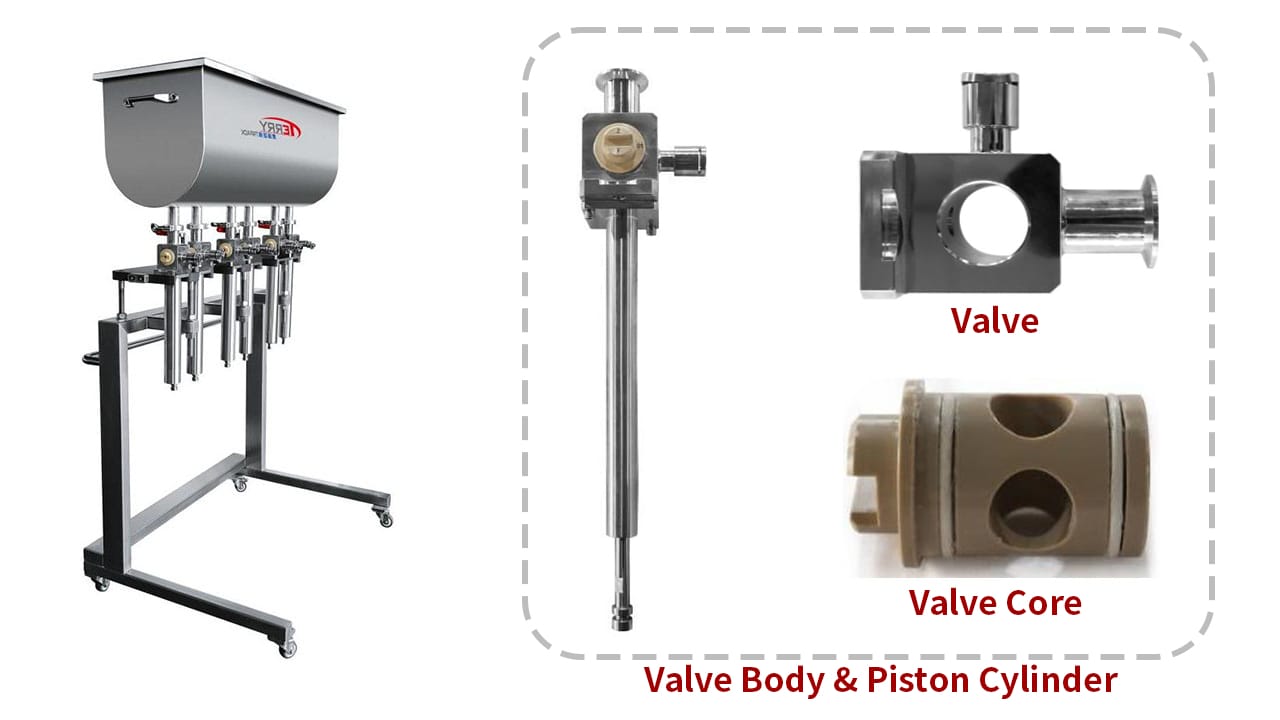
4. Custom-made food-grade filling valves with GMP-compliant hygienic quick-connect system. The filling valves on the cart are custom-made food-grade valves from our company (obtained patented technology). The valve structure is simple, making disassembly very convenient. Cleaning has no blind spots. All pipelines use hygienic quick-connect pipes and quick-connect joints, fully meeting GMP standards. The disassembly, installation and cleaning of all valves and pipelines are very convenient.
5. Movable Inner Plug / Inner Pad Mechanism.
6. Servo Motor Controlled Capping: Claw-type capping with a wide range of applications. It is made of soft silicone to prevent scratches. Three servo motors drive the capping and the torque can be adjusted directly on the touch screen with one click for convenience and speed.
Specification:
| Filling Head | 6 pcs (3 Half-Fill + 3 Refill to full); 8 pcs (4 Half-Fill + 4 Refill to full) |
| Filling Volume | 20-300ml; 500ml is filled twice. The filling capacity range varies depending on the properties of the raw materials and the feeding device. |
| Filling Accuracy | 20-100ml±0,5g ;101-300ml±0.5% |
| Capping Head | 3 pcs for 6 filing heads; 4 pcs for 8 filing heads; |
| Applicable Bottle Type | Bottle Mouth Diameter: Φ50mm - 120mm; Bottle Shoulder Height: 110mm-250mm Customization Accept. |
| Applicable Caps Type | Cap Diameter: Φ15mm - 40mm * Customized molds can be provided according to the customer's products. |
| Production Capacity | 60 bottles/min(500ml shampoo products and 50g cream for example) Actual production capacity varies depending on factors such as product size, packaging material type, and material properties. |
| Air Operated Resource | 0.6 ~0.8Mpa (Use dry and clean compressed air.) |
| Air Consumption | 450L/min |
| Power Supply | AC380V 50/60Hz |
| Total Power | 8KW |
| Overall Dimensions (Main Machine) |
8000×1700×2050mm(L×W×H) |
| Overall Weight | 2000 KG |
Function:
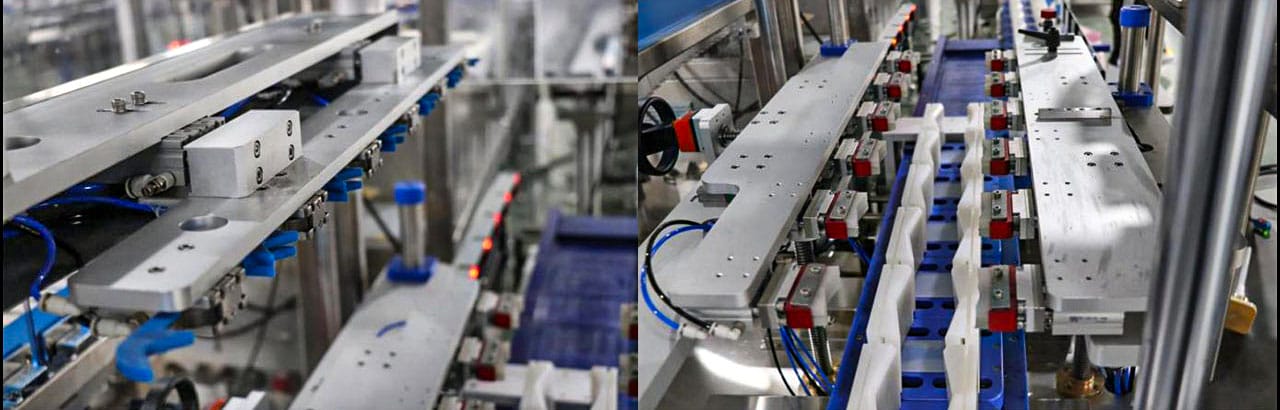
1. Adjustable Bottle Mold.
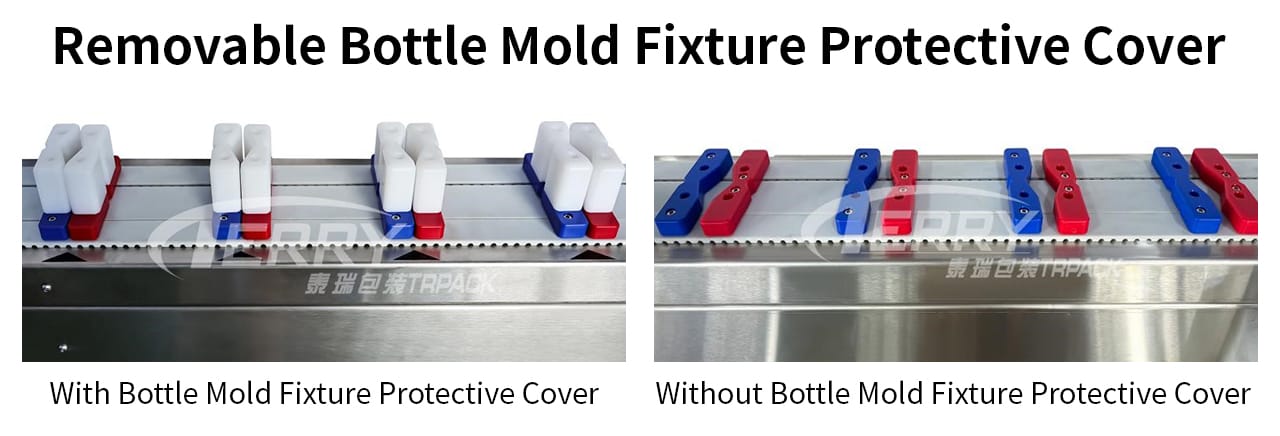
(1) Removable Bottle Mold Fixture Protective Cover.
With Bottle Mold Fixture Protective Cover:
For products with relatively tall bottle bodies, such as emulsions and lotions.
This prevents inverted bottles from occurring at each workstation and during the conveying process, thereby improving the overall equipment qualification rate.
Without Bottle Mold Fixture Protective Cover:
For products with short bottle bodies, such as creams.
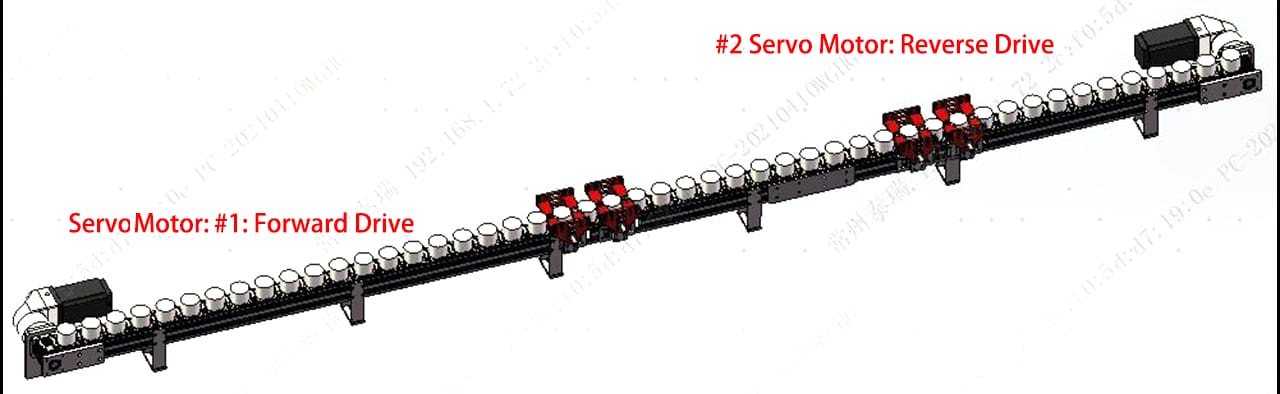
(2) Servo Motor Controlled Bottle Direction.
The servo motor drives the bottle to move in either a forward or reverse direction.
(3) Adjustive Parameter for different bottle diameters and packaging materials..
Belt Open Distance: Set the relative opening distance between the two belts.
Bottle Width: Set the diameter size of the current bottle.
Adjustment Offset Belt. Using food-grade PVC material belts. One set of belts is used to attach the left bottle mold fixture; another set of belts is used to attach the right bottle mold fixture. By adjusting the offset distance between the two sets of belts, it is possible to achieve compatibility with different bottle diameters and packaging materials.
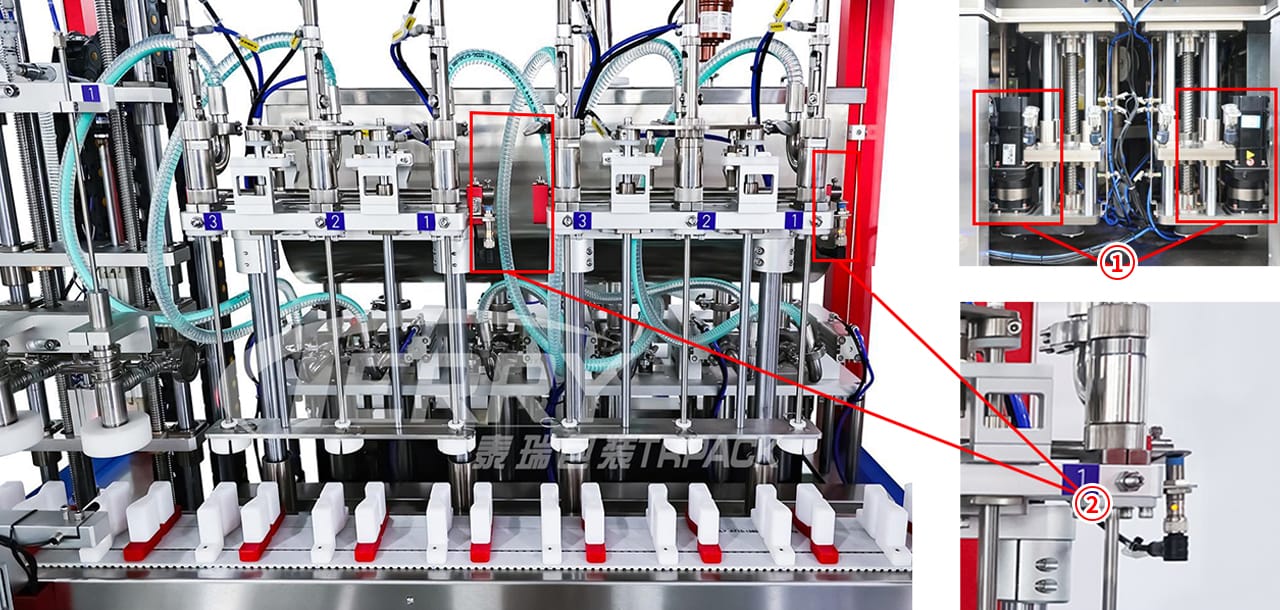
2. Servo Motor Driven Filling System.

(1) Two sets of servo motor-driven filling systems.
(2) Bottle Mouth Anti-collision Function: This feature applies to situations where leakage, damage to the bottle mouth, or breakage of the filling head occurs due to the filling head colliding with the bottle mouth during the filling process.
3. Production Line Change Cart.

(1) Pressure-resistant Filling Material Storage Container: For aqueous emulsion product.
(2) Pressure-resistant Filling Material Storage Container: For high-viscosity cream and paste products. (Only 3 filling heads to achieve the production capacity.)
4. Food-Grade Valves.
5. Movable Inner Plug/Inner Pad Mechanism.

The inner pad material is soft, it can deform, and it fits tightly with the bottle. There is no automatic mechanism for removing or inserting the inner pad. The edges of the inner pad and the bottle's groove must have a 0.5mm gap on each side. The inner pad's drawstring should be centered and maintain an 8mm spacing.
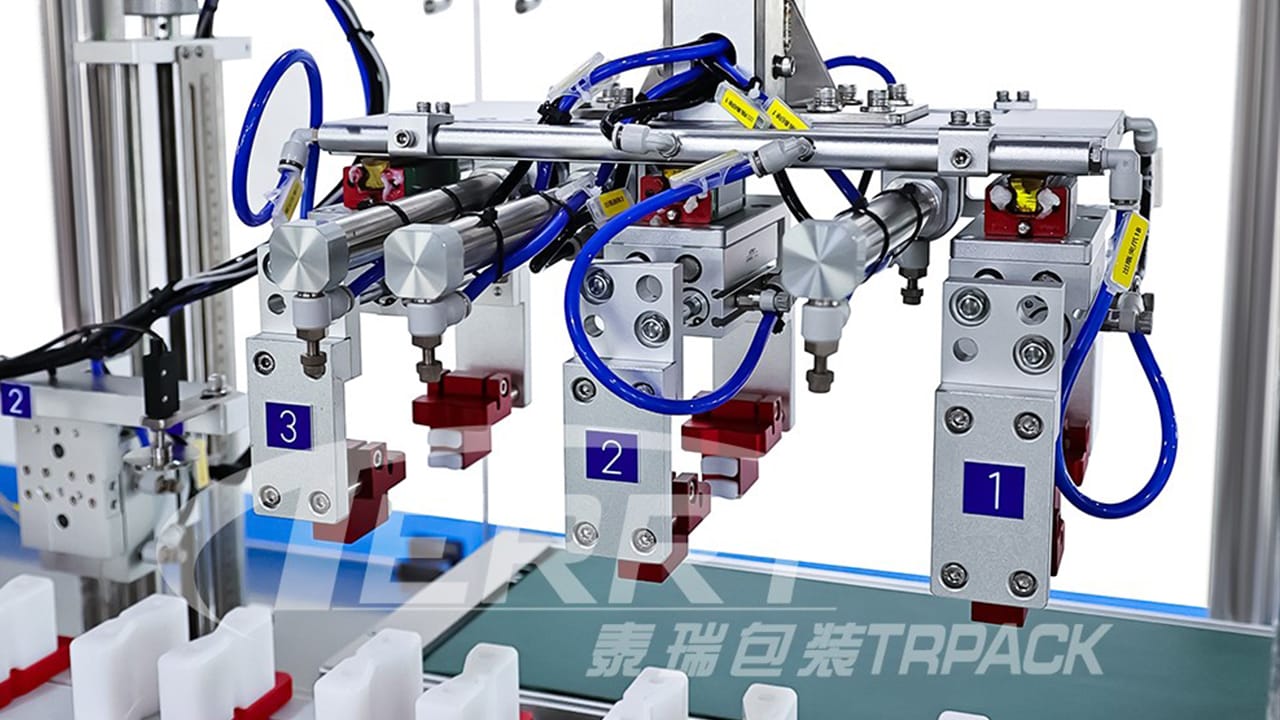
6. Cap Gripper Claw.
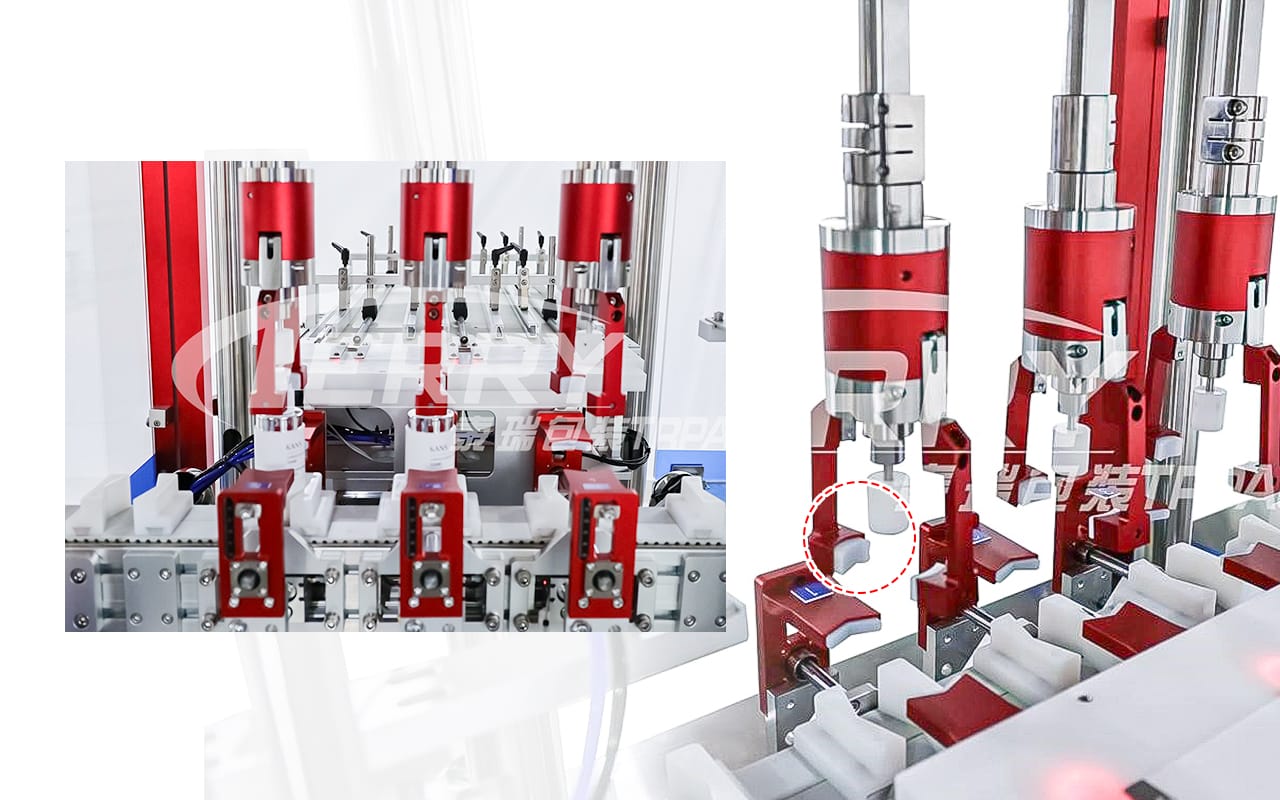
The silicone-lined cap gripper prevents damage to the cap.
7. Inspection of missing, misaligned, and high caps.

When photoelectric sensors detect non-conforming products, they trigger an alarm. When conforming products are detected, they send action signals to subsequent workstations.
8. Robotic claw for bottle pickup and demolding.
Three sets of robotic arms are used for bottle removal and demolding (adjustable bottle pickup height).
9. Independent transfer channel for qulified and substandard product.
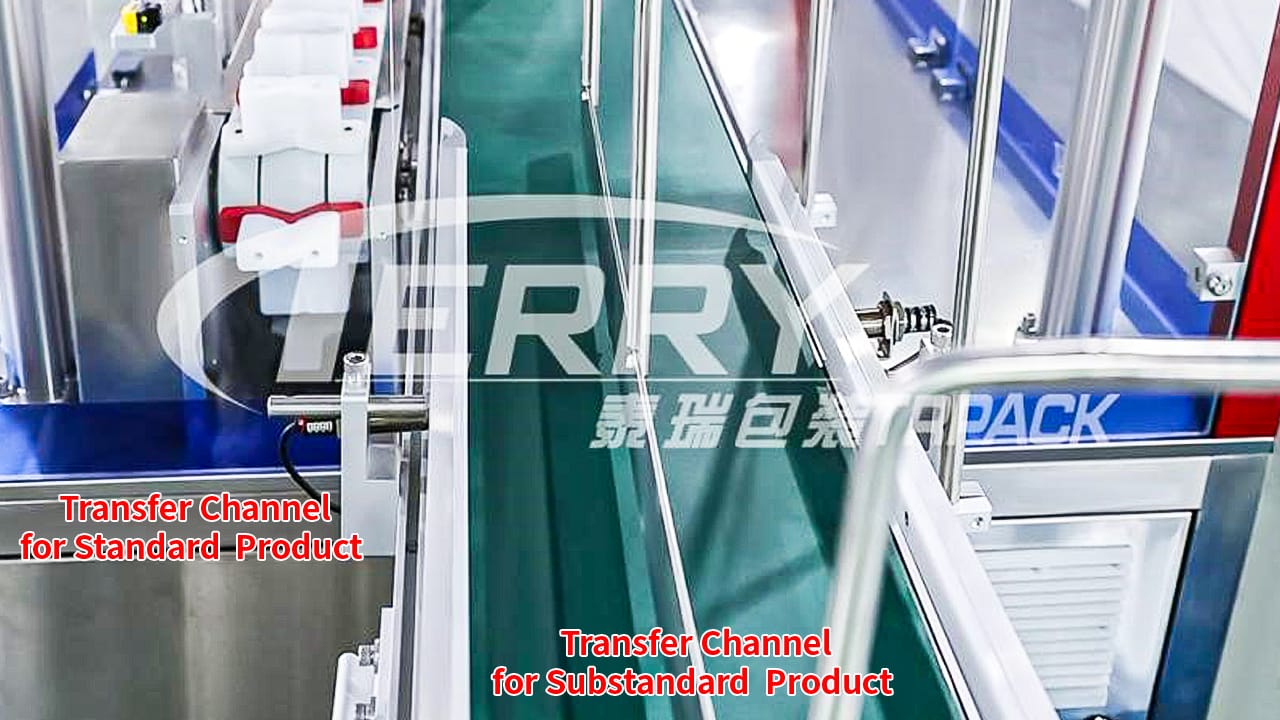
Substandard products with missing caps, misaligned caps, or excessively tall caps must be shipped separately from qualified products to enable separate management and handling of defective items.
Option:
1. Type1 Filling Bottle Into Mold.
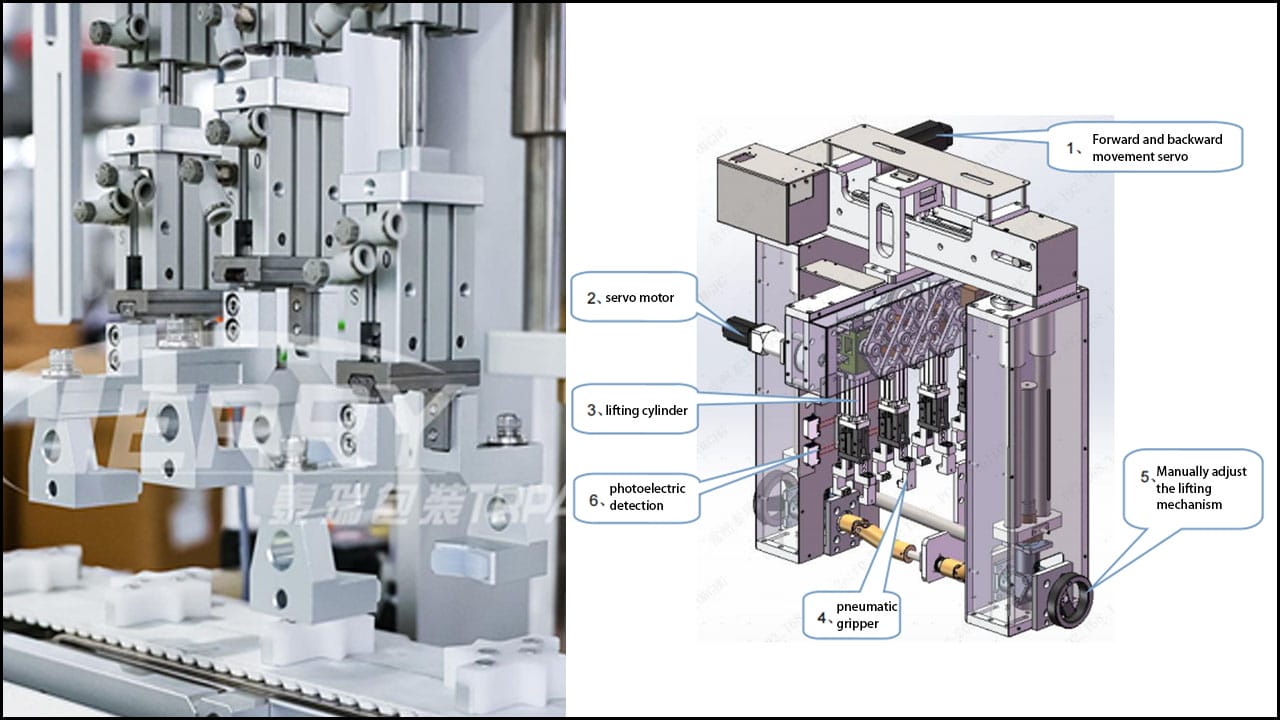
Three sets of robotic claws are used to pick up the bottles and place them in the mould. The mechanism that takes the bottles is controlled by two servo motors: one controls the extension and retraction of the gripper and the other controls the forward and backward movement of the conveyor. A cylinder controls the up-and-down movement of the mechanical gripper.
2. Type2 Filling Bottle Into Mold.
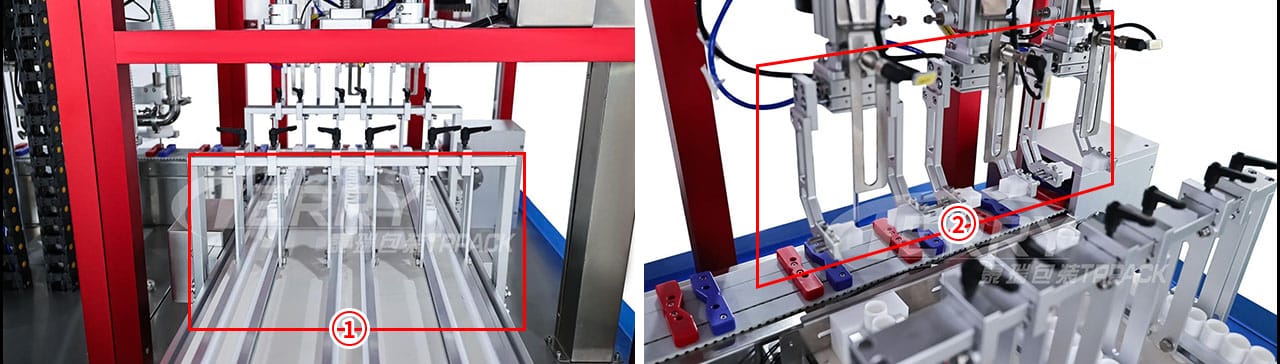
Bottles are manually placed onto the feeding track, where three robotic claws automatically picks them up and places them into the molds.
3. Automatic Inner Plug Sorting.

Utilizes one vibratory feeder for sorting inner plugs and one vibratory feeder feeding into three inner plug delivery tracks.
The inner wall of the vibration regulator is lined with sound-insulating cotton to reduce noise. The inner plug adjusts automatically and has a high qualification rate.
4. Stable Operation.
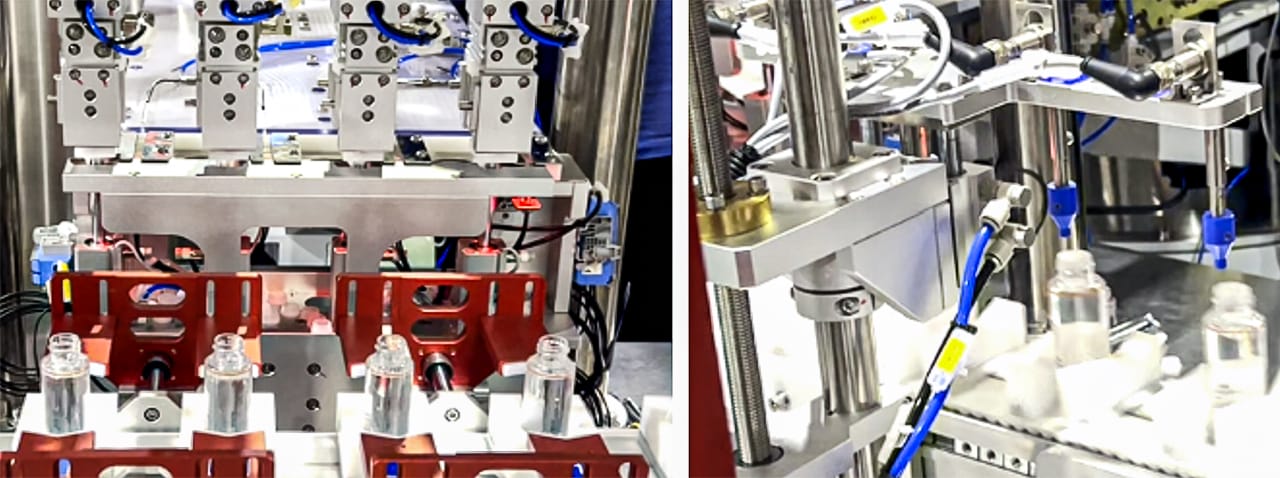
3 sets of robotic claws for pressure tapping inner plugs; 3 sets of detection devices for the presence of inner plugs.
5. Automatic cap feeding, sorting, and transfer; servo-driven capping with automatic cap retrieval, tube alignment, and placement. The cap conveyor automatically feeds caps to the circular cap transfer mechanism, which evenly divides them into six groups. Six robotic arms automatically retrieve caps, place them, align tubes, and perform servo-driven capping.
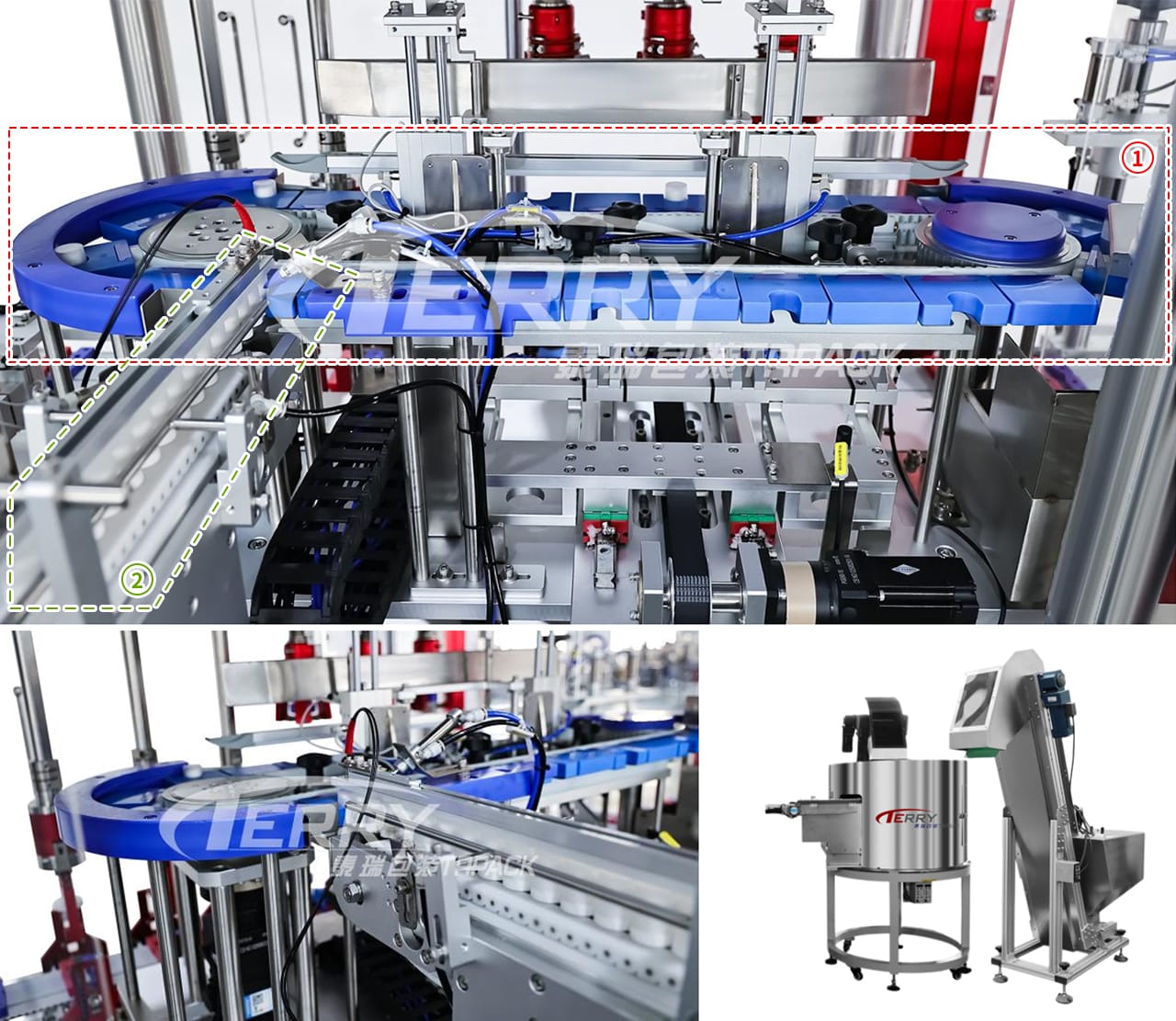
(1) Circular Equal-Division Lid Transfer Track
(2 ) Automatic cap feeding to the cap conveyor track
6. A servo motor automatically straightens the pipe, allowing the pump pipe to smoothly enter the bottle. A soft silicone bottle positioning device secures the bottle in place without causing any damage.
7. Two sets of robotic claws are used for bottle removal and demolding (with adjustable bottle pickup height).
After gripping and demolding, bottles are placed onto a checkweigher with molds for weight verification. Following a successful weight check, bottles are removed from the mold and placed onto a conveyor. They are then gripped and transported to the packaging area.
(The robotic arm bottle removal and demolding function includes automatic rejection of non-compliant products: those failing weight checks, lacking inner stoppers, missing caps, having crooked caps, or featuring excessively tall caps. Non-compliant items are placed onto a secondary lateral transfer conveyor for collection.)
(1)There are two sets of robotic claws, each with three grippers for removing and demoulding bottles.
The set includes a checkweighing function and rejects non-compliant items such as underweight bottles, bottles with missing or crooked caps, and excessively tall bottles.
(2) Using METTLER TOLEDO brand sensors.